
SMED is a system, more of a philosophy, designed to reduce changeover time on equipment. Designed by Shigeo Shinjo, when properly implemented it has been shown to reduce changeover times by 94% (as an example, something that previously took an hour would take less than 4 minutes to complete).
While this may seem like an unbelievable reduction, it makes more sense when you take into account exactly what kind of actions are taken to reduce the time; primarily it’s about more efficient time management, and organizing time based on things that can be done while machinery is still running.
Separating Internal elements (stuff that must be done while the machines are shut down) and External elements (things that can be done while the machines are still running) and properly executing those External elements already contributes to a vast reduction in time. This is something people do subconsciously in their daily life, but rarely think to do without being prompted at work.
This being a long in practice idea, the process has been broken down into easy to follow steps:
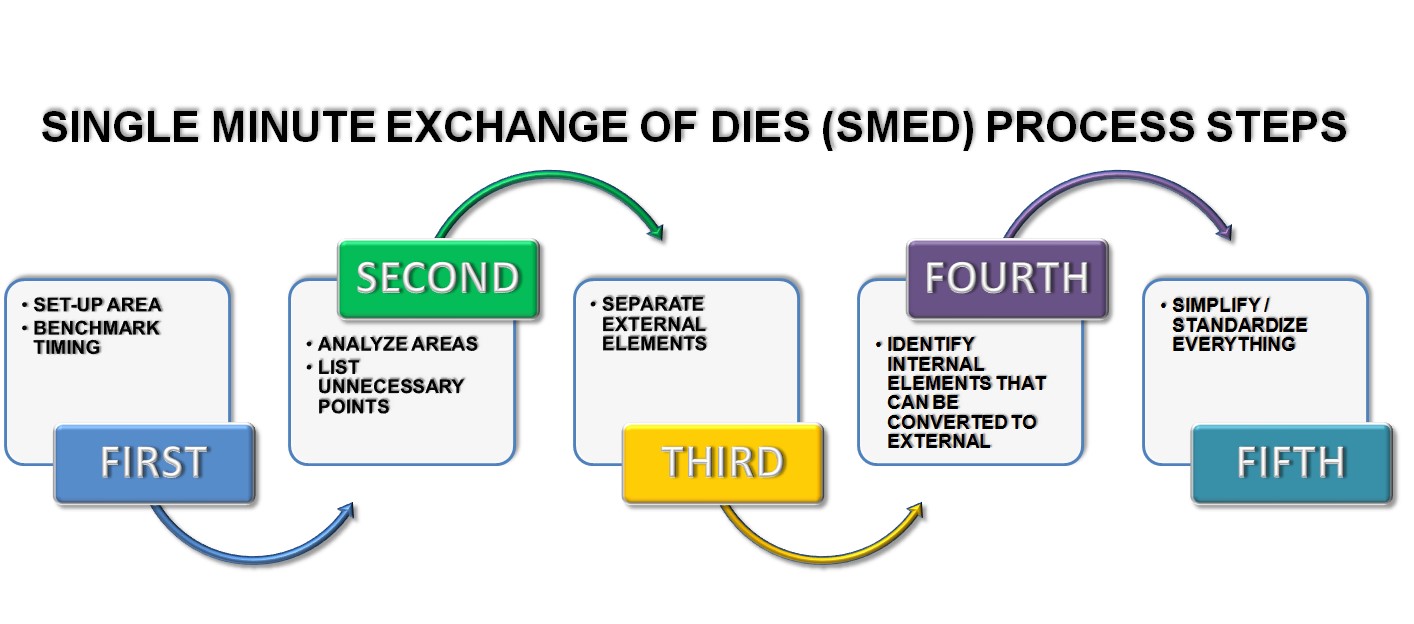
First: Set up your pilot, or test area. Simply observe (record if you can) how long it takes for the changeover to complete normally. This will give you a baseline changeover time to improve on.
Second: Analyze and break down places where unnecessary delays in the changeover are, and make special note of things which seem to take a variable time to complete (these indicate areas that processes can be improved to make things run smoother). By the end of this process you should have a detailed list of every step in your changeover, and average time to complete for each step.
Third: Separate out External elements and move them to occurring before or after the changeover, while machines are still running. Examples of External elements include parts retrieval or inspection and certain kinds of cleaning that can safely be done while the machine is working. At this stage your changeover time has usually already been halved.
Fourth: Now, identify places where Internal elements can, with some work, be converted to External ones. For example, adding safety equipment that allows all cleaning on a machine to be done while it’s still running, or making equipment more modular so things can be changed out for different jobs much more quickly.
Fifth: Streamline everything else you can by doing stuff like standardizing tools (if you only need three sizes of socket wrench to use on any piece of equipment in the shop, maintenance becomes easier) and reorganizing things so as little movement is necessary to retrieve any given item. There shouldn’t be a 5 minute walk and a long search to find the right tool you need for the changeover.
With this done, you’ve at the very least taken a big step towards fully streamlining your changeovers, and everything here can be iterated and reiterated to improve the process in ways that weren’t apparent or possible at the last iteration. This lets you get more out of your work day, and that’s good for everyone. People like to feel productive, and tedium is a big part of job dissatisfaction (and delays are a large source of frustration). Eliminating that frustration as much as possible makes you happy, your workers happy, and the company’s bottom line happy.